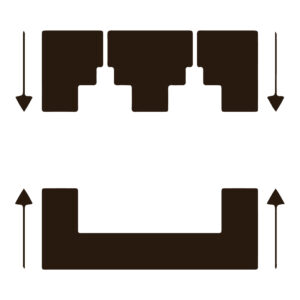
01. Die Manufacturing
A precision metal die (mold) is engineered and manufactured based on the desired component geometry. The die is usually made of aluminum or steel and designed in multiple parts to allow easy removal of wax patterns. High accuracy and smooth surface finishing of the die ensure superior quality castings.
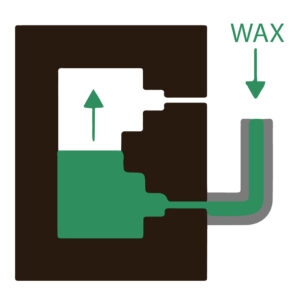
02. Injection of Wax Patterns
Molten wax is injected under pressure into the die cavity to form wax replicas of the final metal product. These wax patterns are allowed to cool and solidify before being ejected. Each wax pattern is visually checked for dimensional accuracy, surface defects, and distortions.
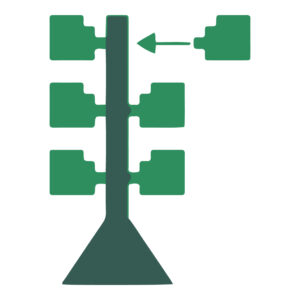
03. Pattern Assembly to Clusters
Multiple wax patterns are attached to a central sprue system to form a cluster, commonly known as a tree. This assembly allows multiple components to be cast simultaneously. The assembly process must ensure proper flow and feeding paths to minimize casting defects.
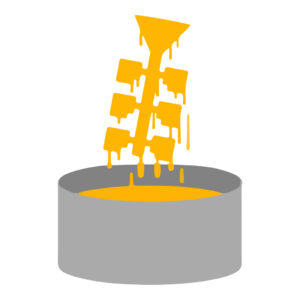
04. Ceramic Shell Build-Up
The wax cluster is repeatedly coated to form a strong ceramic shell:
- Dipping in ceramic slurry to apply a uniform layer of fine refractory material.
- Stucco coating by sprinkling coarse refractory grains for shell strengthening.
- Drying after each coat in a controlled environment.
This sequence is repeated 6–10 times until the ceramic shell reaches the required thickness and strength to withstand molten metal.

05. Stuccoing
Stuccoing in investment casting is the crucial process of applying dry ceramic particles (stucco) onto a slurry-coated wax pattern to build a thick, durable, and permeable ceramic shell.

06. Dewaxing by Autoclave
The dried ceramic shell is placed in an autoclave or furnace where heat and steam melt and remove the wax. The wax drains out, leaving an empty hollow ceramic mold. Any remaining wax residue is burned off during subsequent preheating.

07. Pouring of Metal
The ceramic mold is preheated to remove any moisture and prevent metal shock. Metal—such as stainless steel, mild steel, aluminum, bronze, brass, stellite, monel, hastelloy and superalloys—is poured into the mold through the central sprue. The controlled temperature and filling speed ensure complete cavity filling and minimize shrinkage or porosity.
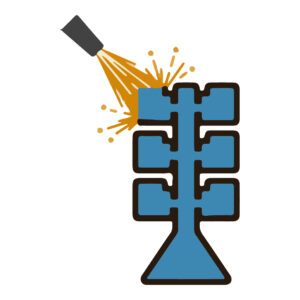
08. Ceramic Shell Removal
After cooling and solidification, the ceramic mold is mechanically broken away using hammering, vibration, or high-pressure water blasting. Shot blasting is commonly used to clean the casting surface and remove remaining ceramic debris.
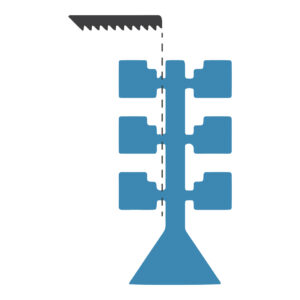
09. Cut-off
Individual cast components are separated from the central sprue system using cutting torches, saws, or abrasive wheel cutters. Care is taken to prevent damage or distortion of the parts.

10. Grinding of Ingates & Finishing
Residual gate and riser marks are removed by grinding. Surface finishing operations such as sandblasting, machining, polishing, or CNC finishing may be performed depending on tolerance requirements and customer specifications.
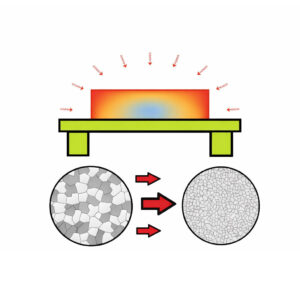
11. Heat Treatment
The casting components undergo heat treatment cycles such as annealing, quenching, or tempering to achieve desired mechanical properties, strength, hardness, ductility, and microstructure.

12. Inspection
Final components are thoroughly inspected using dimensional checks and non-destructive testing techniques such as:
X-ray
Ultrasonic testing
Magnetic particle testing
Dye penetrant testing
CMM measurement
Inspection ensures each part meets the required quality standards before packaging and delivery.